Some common injection molding defects and the reason!
There is a very important action among the processes of plastic injection molding, which is called mold trial. Mold trial is to test the mold before mass production in order to find the potential issues. We will make a small number of shots to see how the mold works and check the samples to see if all dimensions are right. Sometimes, the first mold trial could be successful and we can go to the next step very soon. However we could meet many injection molding defects on the mold trial samples too.
Sink Mark
Sink mark is a depression mark appeared on the surface of the plastic injection molded part, it also appeared on the bosses or corners. This issue is due to the thick wall thickness or inconsistent wall thickness. The best solution is to core or hollow the thick area or replace them with ribs. Changing the gate placement is another option, but it would be better if wall thickness could be made uniform.
Parting line
Parting line is the line mark appeared on the contact surface between the core side and cavity side. Mold makers could improve the precision of the mold to make the parting line invisible. The other solution is to put all geometry on the core side or cavity side, if it is possible. And only the plastic shell or housing which has high requirement on the appearance will require the invisible parting line. Parting line is acceptable on the plastic parts used inside.

Short Shot
Short shot is that the cavity is not fully packed and the plastic injection molded part is short on its edges or small geometries. Short shot is caused by the low injection pressure or tiny geometries. We can increase the temperature or injection pressure to solve the problem. If that doesn’t work, then we have to check if the gate location or runner system is well designed.
Burn mark
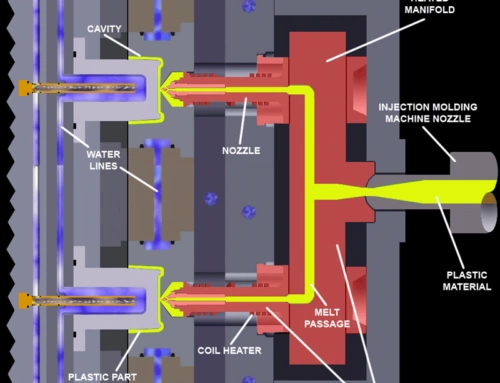
Burn mark is a burnt mark appeared on the surface of the plastic injection molded part. It happened at the end of the flow due to the air inside the mold can’t be expelled instantly. The trapped air will be heated to a very high temperature enough to degrade the plastic and lead to the burn mark. The most common solution is to add the venting insert on the burn mark area. Lower the flow speed and decrease the temperature could help to improve the issue too.
Flash
Flash is the excessive material extruded from the contacting surface of the two parts, for example: the core and cavity, the slider and cavity. Flash could as big as a extra brim along the parting line or slider line, it could also be as small as burrs. Flash is caused by high injection pressure. The bad machining job could be the reason too. Reducing the pressure and improving the precision could be the solution of this issue.
Welding line
Welding line could happen on the plastic part with holes. If the part is without holes, the plastic flow could fill the cavity without any obstacles. But if there is a hole on the part, the flow would be separated into two flows and meet together after they passed the hole. The welding line could appear where the two flows “weld” together. We can use CAD software to find where the flows meet and add venting insert to improve the flow. Adjusting the injection parameter could be another solution too.
Fengjin Mold is a professional plastic injection molding company provide mold design, mold making and plastic injection molding services, if you have any inquiries, please contact sales@fengjinmold.com