In what case we use the hot runners?
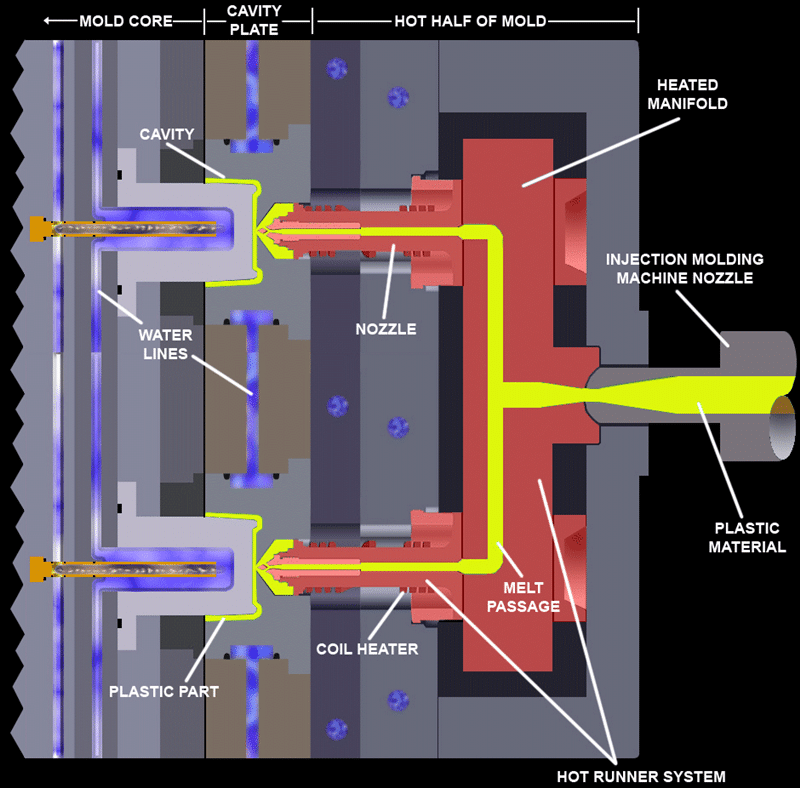
The plastic molds could be classified as cold runner mold or hot runner mold by the runner system. Hot runner means the mold runner would be maintained at a high temperature to keep the plastic in the molten status by the external heat blocks. Hot runner system is combined by a manifold and the nozzles. The molten plastic flow is injected into the manifold and kept in molten status, and then flow into the cavity after the nozzle valve opened. Cold runner is the traditional channel where the molten plastic flow goes through and runs into the cavity. The cold runner is machined on the core and cavity, no manifold and heat blocks.
Cold runner system seems much simpler than the hot runner. But in what case we should use the hot runner system, which is more complex and expensive?
The large number of cavities
The large number of cavities mold which has more than 30 cavities will utilize the hot runner system. The mold with large number of cavities has a long runner length, the molten plastic flow would start to be cooled if we take the cold runner system, then the potential issue is that the flow may go slower and slower when it reaches mold cavities which is further away because the flow would start to cool after it was injected into the cold runner. The flow speed may not be enough to fully fill the cavities, which leads to the short shot issue.
In this case, the hot runner system is able to solve the problem. The plastic flow would stay in molten statue and go into the cavities through the nozzle directly. Hot runner system is quite suitable for making the large number of cavities plastic mold.
The beverage bottle caps are the typical product made by hot runner system mold with large number of cavities. The medical tubes and some other medical parts are the same.
Super big size part
Some plastic part has a very big size, just like the 100 inch television housing, massage armchair shell and inner skeleton, automobile door panel etc.. The plastic molds for manufacturing these big size parts must have more than 1 gate, the total number of gates could reach 10 or 20 or even more. Due to the multi number of gates, cold runner system is not suitable for placing so many gates. It will have the same cooling issue as the large number of cavities mold. The other issue is that the plastic flow runs into the same cavity through many different gates, there would be welding lines appeared on the meeting area of different plastic flows. The cold runner system would worsen these issues.
Hot runner system could improve the welding lines a lot, in order to eliminate the welding lines completely, the RHCM technology would be utilized. The hot water steam would be injected into the cavity to increase the cavity temperature, then the molten flow runs into the cavity from the open nozzle of the hot runner. The ice-cold cooling water would run through the cooling channel immediately after the cavity is fully packed. RHCM could make the high glossy surface on the super big size part.
Saving cost
Hot runner system has a faster cycle time than cold runner. There is no runner residue on the plastic molded part made by hot runner system. So the material cost is lower than cold runner. No runner residue, then the injection molder has no need to do the removal job. It could save some labor cost too. If the material is quite expensive or the labor cost is very high, the hot runner system has its advantages.
Fengjin Mold is a professional plastic injection molding company provide mold design, mold making and plastic injection molding services, if you have any inquiries, please contact sales@fengjinmold.com